Metodo di produzione
1) PREMISCELAZIONE DEI COMPONENTI
In un recipiente di accio inox vengono caricati tutti i componenti liquidi; ai quali si aggiungono eventuali componenti solidi (nel caso preventivamente fusi a bagno-maria) per stemperare gli stessi e amalgamare il tutto.
2) CARICAMENTO DELLA BASE
Kg 90/120 di Pasta Base vengono caricati, tramite nastro trasportatore, nel mescolatore a pale in acciaio inox.
Contemporaneamente vengono aggiunti, a pioggia e lentamente, i componenti premiscelati al punto 1.
Le aggiunte devono essere effettuate lentamente, in modo da permettere la perfetta amalgamazione dei vari componenti.
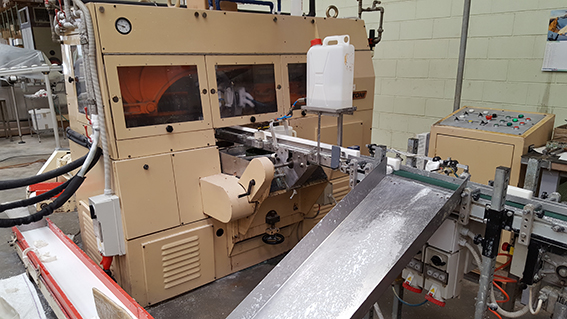
3) TRAFILATURA A DOPPIA ELICA
In uscita dal mescolatore il prodotto viene convogliato in una macchina trafila con due coclee accoppiate, dove si amalgama ulteriormente e subisce una prima compattazione.
In uscita dalle coclee il prodotto viene estruso attraverso una rete sotto forma di “spaghetto” che viene tagliato immediatamente da un coltello stellare rotante.
4) TRAFILATURA A DOPPIO STADIO
I° STADIO
Il prodotto ottenuto al punto precedente, viene convogliato, tramite nastro trasportatore, in una trafila ad unica coclea, dove subisce una ulteriore compattatura, in uscita dalla trafila viene tagliato da un coltello stellare rotante; il materiale assume l’aspetto di un “truciolo”.
2° STADIO
Il “truciolo” ottenuto al punto precedente viene forzato meccanicamente, sempre tramite colea singola, in una camera sottovuoto ( onde disareare il prodotto ) ed estruso in un’unica barra di dimensioni tali da assicurare un peso finale costante.
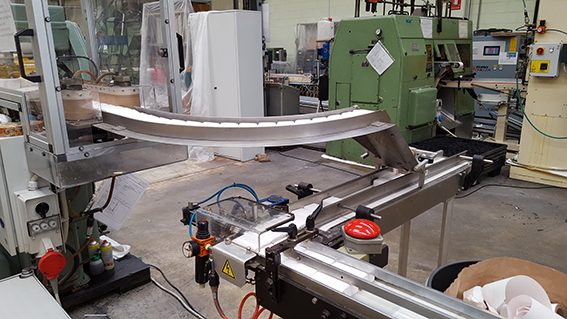
5) TAGLIO DELLA BARRA FINALE
Il prodotto, sotto forma di barra continua, viene convogliato alla taglierina rotativa, tarata in modo
da produrre delle saponette grezze il cui peso è di poco superiore a quello finale.
6) STAMPAGGIO FINALE
Le saponette grezze vengono convogliate, tramite nastro trasportatore, alla stampatrice continua dove avviene la formatura finale (per stampaggio).La macchina provvede, inoltre, alla stampa delle diciture previste, se necessario su entrambi i lati della saponetta.
Le saponette devono avere un peso pari a quello dichiarato e devono presentarsi di aspetto omogeneo, senza macchie e/o imperfezioni.
Un’operatrice provvede al controllo del peso e alla sperlatura visiva degli eventuali scarti.
controlli chimico-fisici
CONTROLLI IN CORSO DI FABBRICAZIONE
Durante ogni fase di lavorazione il prodotto deve essere contraddistinto e riconoscibile, mediante appositi cartelli che recano impresso il numero della serie di preparazione e il nome del prodotto per avere anche una giusta stock-rotation.
CARATTERI ORGANOLETTICI
Le saponette devono presentarsi omogenee, senza macchie, materiale estraneo, abrasioni o rotture ed avere odore caratteristico.
Le diciture incise devono essere leggibili e presentarsi nitide.
Se richiesto effettuare anche prove di cracking, secondo le modalità da capitolato.
CONTROLLO DEL PESO DELLE SAPONETTE
Nessuna saponetta deve pesare meno del peso dichiarato e comunque non superare i limiti previsti dalla legislazione al riguardo.
Il controllo del peso avviene subito dopo la fase finale di stampaggio ad intervalli di 10 min.
Questo controllo viene effettuato con apposita bilancia elettronica munita di stampante che rilascia la strisciata dei pesi con il calcolo del peso medio, minimo e massimo della produzione.
Questi risultati sono mantenuti in archivio come previsto dalla legislazione al riguardo.
CONTROLLI QUALITA’IN FASE DI PRODUZIONE
1) controllo pH
2) WASH Test
3) Controllo peso secondo normative di legge.
4) Controllo umidità prodotto, quando espressamente richiesto.
5) Prelievo di contocampioni di ciascun lotto di produzione, archiviati e tenuti in azienda per almeno 3 anni.
6) Tutte le linee di produzione sono provviste di Metal Detector
CONTROLLI QUALITA’ SU PRODOTTO FINITO
Controlli eseguiti secondo quanto previsto dal protocollo DESKIN per il controllo qualità prodotto finito oppure secondo quanto previsto dal manuale operativo del CLIENTE, se esistente.
CONTROLLI FINALI
1) Identificazione con COD. e n° di LOTTO su scatola imballo finale.
2) Controllo finale bancale: etichettatura e numerazione dei bancali, per una corretta e opportuna stock-rotation.
apparecchiature
– Bilance di varia portata.
– Laminatrici a cilindri in acciaio inox.
– Mescolatori a pale in acciaio inox, muniti di caricamento a coclea.
– Trafila a doppia elica in acciaio inox.
– Trafila a doppio stadio in acciaio inox munita di nastro trasportatore, coclea e camera sotto vuoto.
– Taglierina rotativa.
– Stampatrici continue.
– Incartatrici
– Inscatolatrici automatiche.